Problem Porosität

Porosität – oft ein Problem
Trotz sorgfältiger Herstellungstechnik zeigen Gussteile aus Grauguss, Kupfer-, Aluminium- und Magnesiumlegierungen vielfach Porosität, die sie für den vorgesehenen Einsatzzweck, beispielsweise als Motorenteile, Ölwannen, Bremszylinder, Pumpengehäuse, Filterteile oder Ventile unbrauchbar machen. Darüber hinaus können Gussteile, die zunächst dicht waren, bei der weiteren Bearbeitung durch Anschneiden eingeschlossener Poren undicht werden.
Wie entsteht Porosität?
Porosität entsteht in erster Linie dadurch, dass beim Erkalten nach dem Gießen die äußeren Konturen zuerst erstarren und feste Formen annehmen. Beim weiteren Abkühlen zieht sich das Metall zusammen, so dass im Inneren der Gussteile Porosität entsteht. Daraus leitet sich ab, dass trotz sorgfältiger Bearbeitung Porosität nicht immer vermieden werden kann. Andere Faktoren, wie Schmelztemperatur, Legierungszusammensetzung und Formgestaltung beeinflussen zusätzlich die Qualität der Gussstücke.
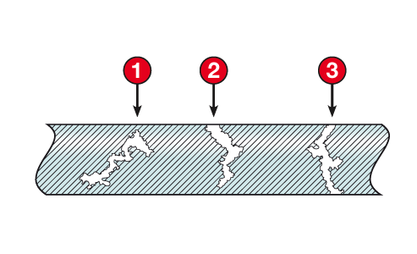
Drei Formen der Porosität im Guss
1 Die abgekapselte oder eingeschlossene Pore:
Sie ist nur dann ein Problem, wenn sie durch mechanische Bearbeitung geöffnet wird.
2 Die einseitig offene oder blinde Porosität:
Sie führt nach einer galvanischen Behandlung zu Ausblühungen, nach Einbrennlackierung bilden sich im Lack Blasen oder Krater. Bei dieser Art der Porosität besteht außerdem die Gefahr der inneren Korrosion.
3 Die durchgehende Porosität:
Flüssigkeiten und Gase durchdringen die Gusswandung. Eine einzelne Pore reicht, damit das Teil undicht und somit nicht verwendbar ist.
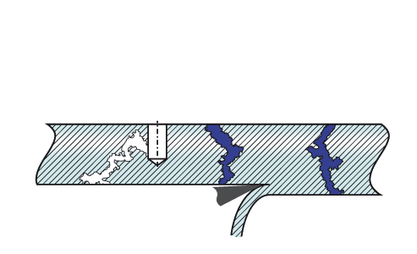
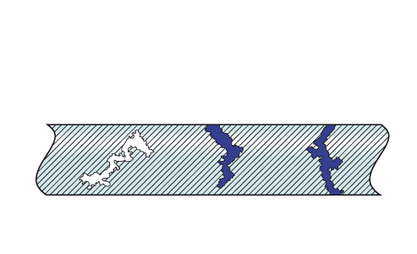
Die Imprägnierung nach dem Maldaner-Verfahren füllt die offenen Poren.
Gussteile, die erst nach dem Imprägnieren bearbeitet werden, können erneut undicht werden, wenn nicht gefüllte Porositäten angeschnitten werden.
Es empfiehlt sich deswegen, erst nach der letzten spanenden Bearbeitung zu imprägnieren.
Die Imprägnierung nach dem Maldaner-Verfahren füllt die offenen Poren.
Gussteile, die erst nach dem Imprägnieren bearbeitet werden, können erneut undicht werden, wenn nicht gefüllte Porositäten angeschnitten werden.
Es empfiehlt sich deswegen, erst nach der letzten spanenden Bearbeitung zu imprägnieren.